玻璃瓶破碎、运输、储存、回收系统基本介绍
随着社会发展,啤酒企业人工成本越来越高,尤其包装及后道工序,传统靠体力劳动去解决,废时、废工,如:包装线EBI 剔除的瓶子的人工收集、运输问题;碎玻璃运到废玻璃渣储存场地的倒运及现场管理问题等,均已不符合精益生产需求。为此,提升啤酒企业包装及后道生产自动化程度是目前各啤酒企业都在考虑解决方式。
温州市精工机械装备成套有限公司研发的“玻璃瓶破碎、提升及储存系统”,可有效解决包装后道废啤酒瓶的处理及储存问题,有效提升包装线及集散中心现场管理的同时,节约用工成本明显。



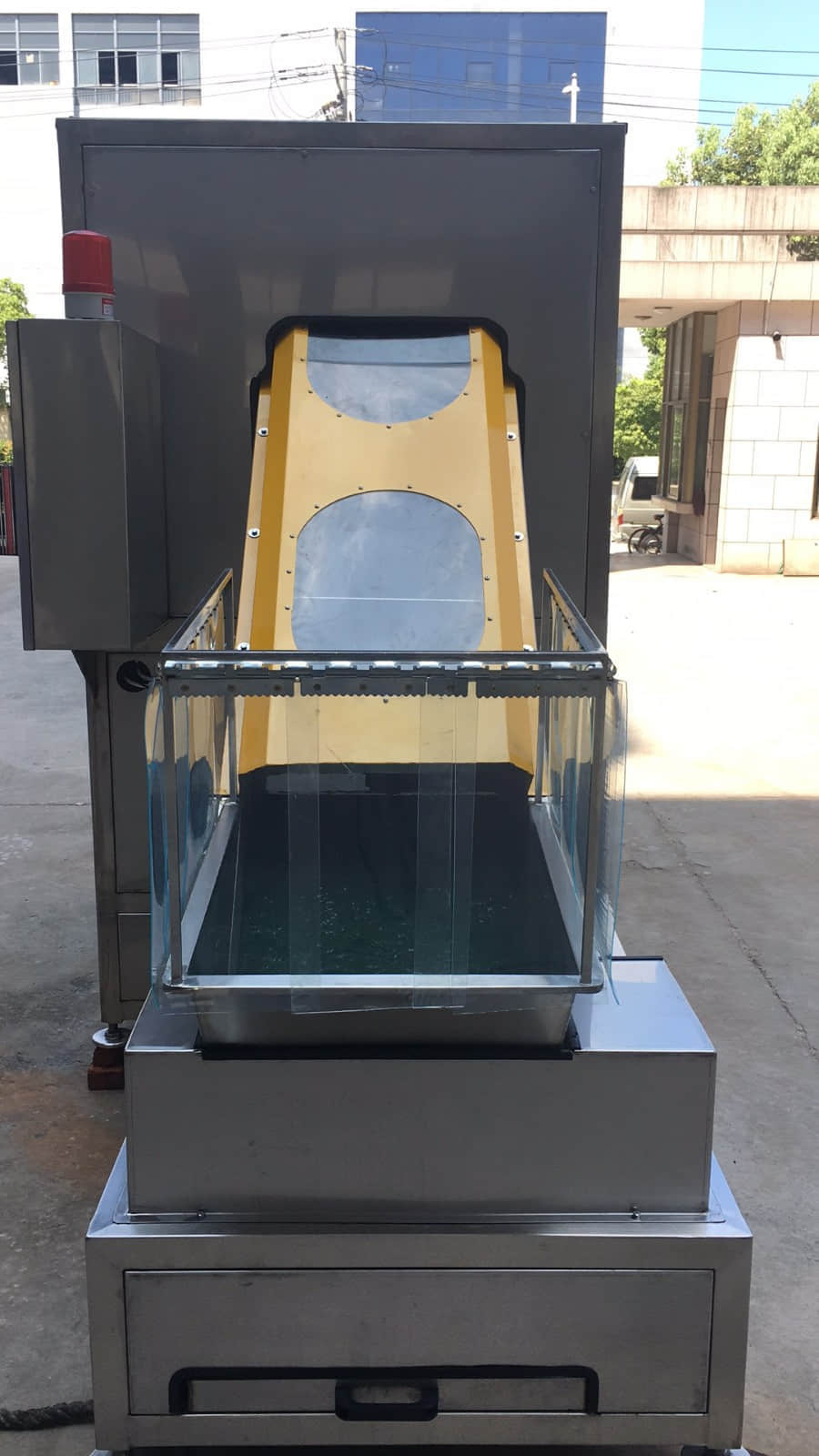
玻璃瓶破碎、提升及储存系统工艺流程介绍
包装生产过程中,通过EBI 踢出的不合格瓶,经输送带送到破瓶系统的残瓶储存槽,残瓶储料槽下方安装光电感应开关,当感应开关感应到有残瓶倒入储料槽中时,爬坡输送机马达和破碎机马达运转,爬坡隔板输送机将残瓶提升到破碎机入口高度,然后掉到破碎机中进行破碎,破碎后的玻璃掉到碎玻璃储料槽中(每个储料槽可储存2 立方米,约为7000 瓶),当碎玻璃储料槽处光电感应开关感应到碎玻璃储料槽已装满,自动发信号并报警、报警灯闪烁,提醒现场人员需更换残瓶储,同时爬坡输送机停止运转。装满的碎玻璃储料槽液压车或叉车运输到室外指定位置,再由叉车将碎玻璃储料槽搬运到碎玻璃集散中心。叉车送往厂区碎玻璃集散中心后先开启碎玻璃渣提升装置,后立即进行叉车卸渣,玻璃渣卸到接料斗后,玻渣再通过刮板提升机提升到玻璃储渣罐(常规配置50m3/个)中储存,储渣罐装到一定位置光电感应物料已满,并发出满料位信号,提醒可用运输车拉出。运输车到达储渣罐指定位置后,储渣罐底部电动插板阀打开,玻渣通过自身重力作业落入汽车车厢中,汽车装满后运输出厂。
设备运行达到的技术质量指标:
破碎效率为:≥25kg/分钟;
提升效率为:≥30kg/分钟;
提升机转速为:≥28 转/分钟;
粉碎后玻渣尺寸:10*10mm~80*80mm (根据甲方要求,可调);
破碎机玻璃粉占有率:≤0.17%
破碎机噪音:≤85 分贝
破碎机主电机功率:≤2.2KW
设备选用的电机SEW 均使用节能型电机,能效限定值均应达到国家节能标准GB18613-2012《中小型三相异步电动机能效限定值及能效等级》中规定的能效二级及以上标准要求。

品类齐全,轻松购物
多仓直发,极速配送
正品行货,精致服务
天天低价,畅选无忧
官方微信

Copyright © 2016-2025 电器城商城 版权所有 保留一切权利 浙ICP备2022033244号
公司名称:浙江卓恒网络科技有限公司 地址:浙江省温州市乐清市北白象镇前岸旭江路169号  营业执照
营业执照